Product Description
Aggregate Conveyor Metal Detector Vikash Industries
Vikash Industries is a trusted manufacturer and supplier of Aggregate Conveyor Metal Detectors designed to accurately detect and protect against tramp metal contamination in bulk material handling systems. Specially engineered for aggregate, stone, sand, and mining applications, these metal detectors safeguard crushers, screens, and conveyors from costly damage and unplanned downtime.
Built with decades of engineering expertise and industrial know-how, Vikash Industries aggregate conveyor metal detectors deliver high sensitivity, stable performance, and reliable operation even in dusty, vibrating, and harsh plant environments.
Key Features of Vikash Industries Aggregate Conveyor Metal Detector
-
High-sensitivity detection of ferrous and non-ferrous metals
-
Advanced digital signal processing for accurate detection
-
Automatic alarm, belt stop, or reject system integration
-
Rugged sensor frame suitable for heavy-duty conveyors
-
Dust-proof and vibration-resistant design
-
Low false alarms for uninterrupted plant operation
-
Custom sizes available to match belt width and material flow
Engineered for Aggregate & Crushing Plants
Vikash Industries metal detectors are specifically calibrated for high material load, uneven aggregate flow, and high belt speeds, making them ideal for stone crushers, quarry plants, and mining conveyors. The system ensures early detection of metal contaminants before they reach critical machinery, significantly reducing maintenance costs and improving plant safety.
Applications
Aggregate Conveyor Metal Detectors are widely used in:
-
Stone crushing and screening plants
-
Sand and aggregate processing units
-
Mining and quarrying operations
-
Cement and concrete plants
-
Recycling and bulk material handling systems
Why Choose Vikash Industries Aggregate Conveyor Metal Detector?
Proven performance in aggregate and mining industries
Protects crushers, screens, and conveyors from metal damage
Heavy-duty industrial design for long-term reliability
Backed by Vikash Industries decades of engineering excellence
Custom-engineered solutions and dependable after-sales support
Vikash Industries Aggregate Conveyor Metal Detectors provide reliable metal detection, enhanced equipment protection, and uninterrupted productionmaking them an essential safety solution for modern aggregate processing plants.
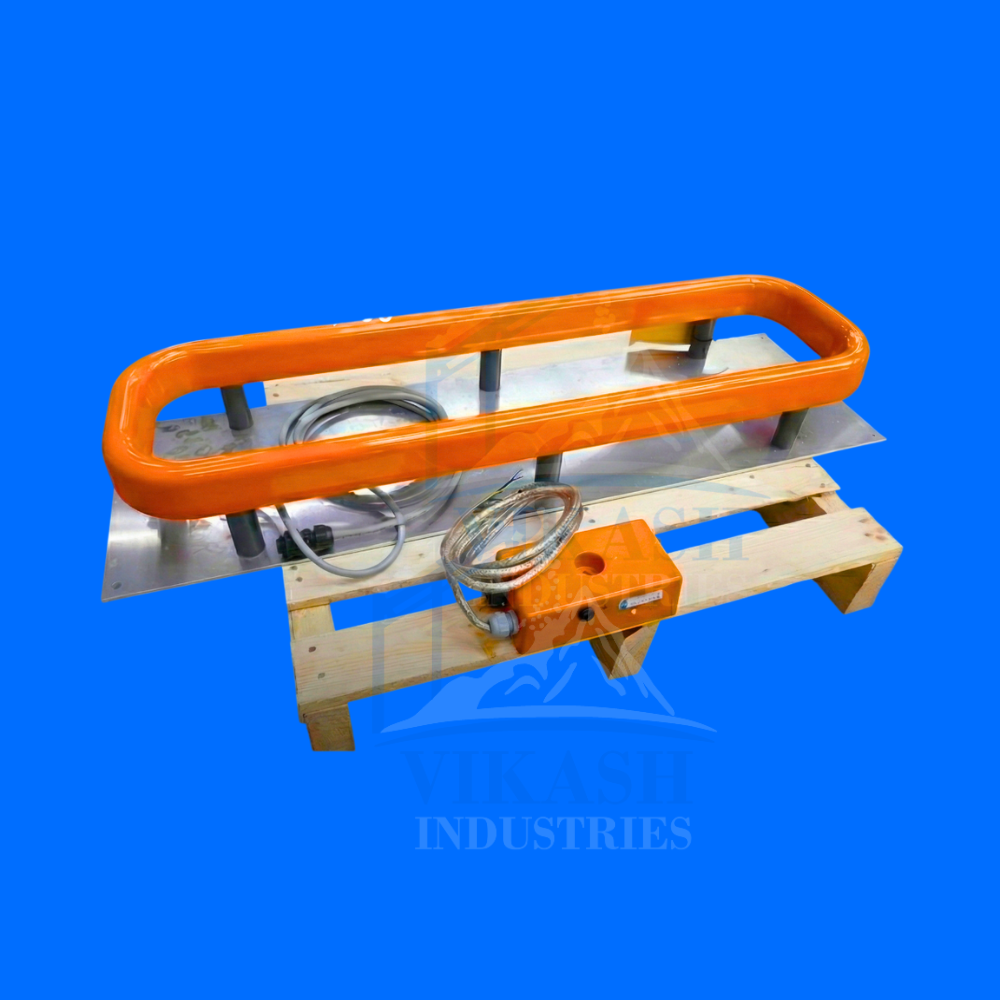
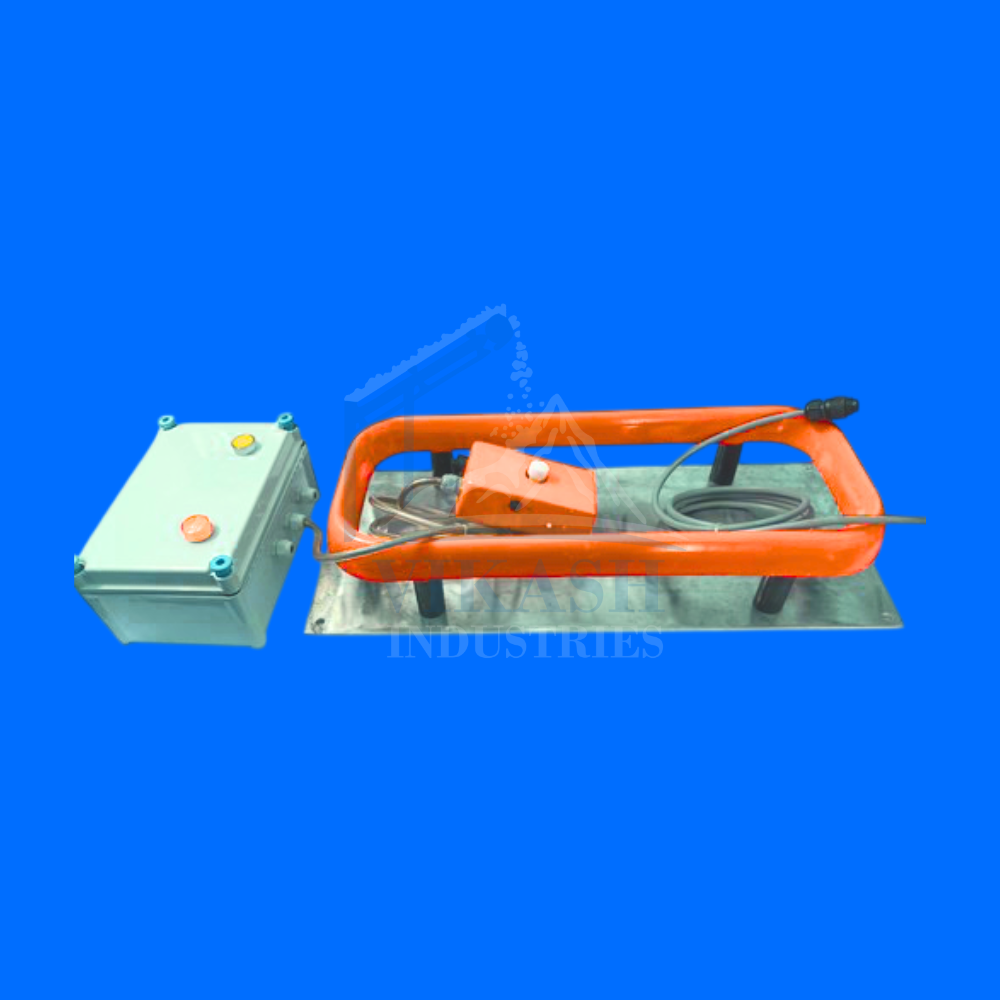
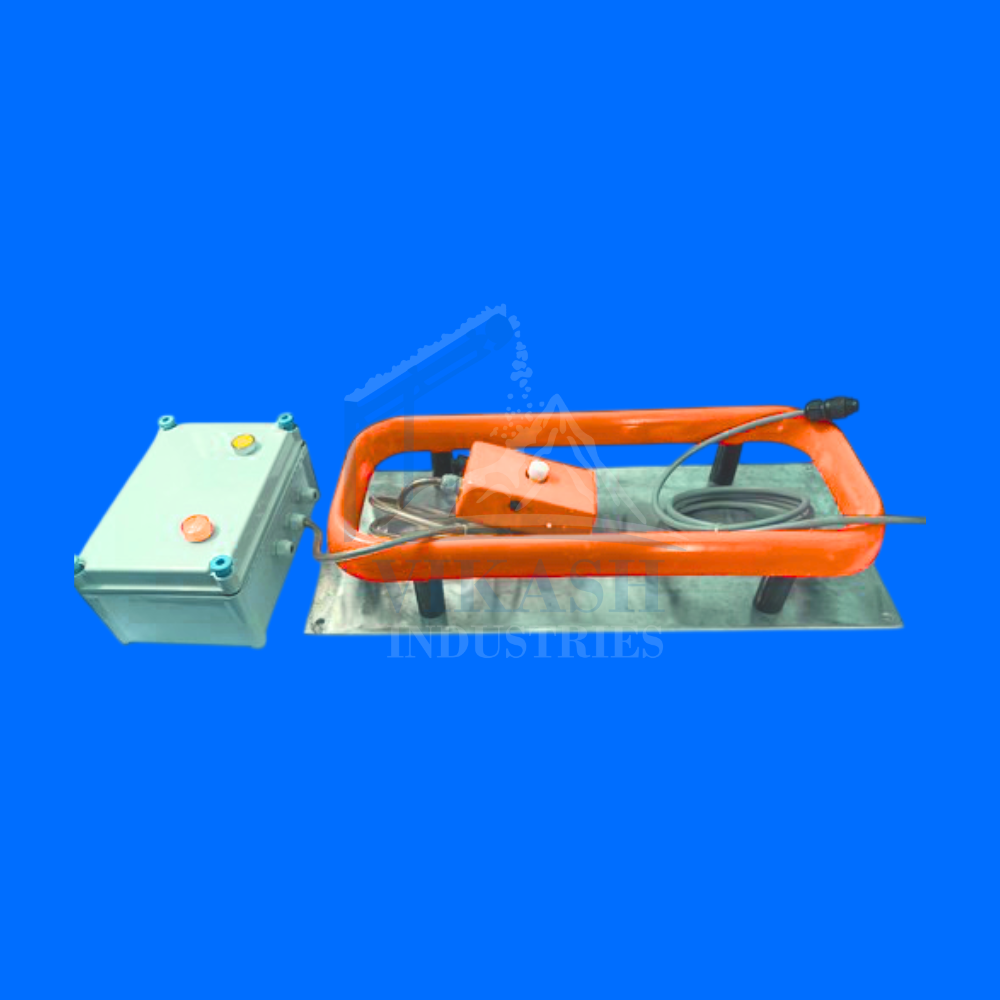
Advanced Magnetism TechnologyUtilizing cutting-edge magnetism, this metal detector precisely detects unwanted metal objects in aggregates and bulk material, helping to prevent machinery damage and ensuring product purity. Its electric magnet design enhances sensitivity and reliability in challenging industrial environments.
Durable and Reliable ConstructionBuilt to withstand rigorous use, the conveyor metal detector features a tough, colour-coated surface and a sturdy electric magnet base. Weighing 20 kg, it offers stability while being manageable for installation and adjustment across different conveyor setups.
Versatile Industrial ApplicationsIdeal for deployment in crusher plants, coal mining, and a wide range of material conveyor systems, this metal detector serves as a protective solution against operational downtime. It caters to manufacturers, exporters, importers, service providers, suppliers, and traders throughout India.
FAQ's of Aggregate conveyor Metal Detector:
Q: How does the Aggregate Conveyor Metal Detector operate in industrial settings?
A: The metal detector functions by using magnetism technology to sense the presence of metal contaminants on conveyor belts in industrial plants, promptly alerting operators to remove foreign objects and protect machinery.
Q: What is the process for installing and maintaining the Aggregate Conveyor Metal Detector?
A: Installation involves securing the detector above or below the conveyor belt, connecting it to a 220-watt electric power source, and calibrating its settings. Routine maintenance typically includes periodic cleaning and functionality checks, as it is designed for ease of use.
Q: Where can the Aggregate Conveyor Metal Detector be used effectively?
A: This device is best suited for crusher plants, coal processing facilities, and mining operations where continuous monitoring of bulk materials for metal contamination is necessary.
Q: What are the main benefits of using an Aggregate Conveyor Metal Detector?
A: Employing this detector prevents costly equipment damage, reduces production downtime, and ensures higher material quality by detecting and removing even small metallic particles from aggregate material flows.
Q: When should an Aggregate Conveyor Metal Detector be considered for an operation?
A: Consider installing this metal detector whenever handling large volumes of material through conveyor systems, especially in industries vulnerable to metal contamination such as mining, coal, and stone crushing.
Q: What warranty and support are included with the Aggregate Conveyor Metal Detector?
A: The product comes with a 1-year warranty, and is supported by manufacturers, exporters, and service providers who offer comprehensive after-sales service, spare parts, and technical assistance across India.
















 Send Inquiry
Send Inquiry Send SMS
Send SMS Call Me Free
Call Me Free